






关键词 |
海珠钢结构管桁架加工,钢结构管桁架加工 |
面向地区 |
产地 |
广州 |
|
打样周期 |
1-3天 |
加工周期 |
4-7天 |
焊接工件材质 |
热轧板 |
焊接方法 |
气体焊 |
能量来源 |
激光 |
管桁架的结构优势: 管桁架与传统的开口截面钢桁架相比,管桁架结构截面材料绕中和轴较均匀分布,使截面同时具有良好的抗压和抗弯扭承载能力及较大刚度,不用节点板,构造简单。重要的是管桁结构外形美观,便于造型有一定装饰效果。管桁架结构整体性能好,扭转刚度大且外表美观,制作、安装、翻身、起吊都比较容易;由冷弯薄壁型钢制作的钢管屋架,具有结构轻、刚度好、节省钢材,并能充分发挥材料强度等优点,尤其是在由长细比控制的压杆及支撑系统中采用更为经济。目前采用这种结构的建筑物基本属于公共建筑。该结构具有造型美观,可建成平板形、圆拱形、任意曲线形、制作安装方便、结构稳定性好、屋盖刚度大、经济效果好等特点。
管桁架的优点 钢管结构因其具有优外观、合理的受力特点以及的经济性,在现代工业厂房、仓库、体育馆、展览馆、会场、航站楼、车站及办公楼、商住楼、宾馆等建筑中得到了广泛的应用,如上海体育场、上海科技城、都机场新航站楼、广州新白云及长航站楼、广州国际会展中心、上海新国际博览中心、南京国际会展中心、南京体育场、江苏省南通市体育会展中心等大型工程中均采用了钢管结构。工程实际表明,钢管结构既可以很好地满足建筑要求,又能够使结构达到安全、适用、经济等性能指标,符合钢结构的设计观念。
管桁架的工艺原理: 钢构件将在工厂内分段制作,然后运至施工现场进行组装成吊装单元。为确保桁架拼装质量,使分段桁架之间对接缝的吻合度,整体放样、制作胎架。地面拼装的质量好坏将直接影响高空分段拼装的质量,测量工作的质量是钢桁架拼装的要关键工作,测量验收应贯穿各工序的始末,对各工序的施工测量、跟踪检测全面方位进行监测。根据吊机的起重性能,尽量将桁架在地面扩大拼装单元,减少高空作业量,既可以减小高空作业的风险,又能使工程质量得到。合理的选择吊点,减少桁架在整体吊装过程中的变形。
管桁架构造生产加工生产制造步骤: 1、零件开料、弯头,该工艺流程主要是主弦杆管道支架成型。针对倾斜度不规律的管材,先依据弧型的函数曲线,测算管材基准点座标,另外制取相对的折弯磨具,采用规格达标的钢管原材料冷拔成形,弯头成型后查验基准点应不少于桁架结构弦杆阶段基准点。 2、在事先准备好的胎架子上开展管桁架组装模块的组装和电焊焊接,确保各模块的精密度。模块组装的规格务必,以确保高处安装(总拼)时连接。 ①施工放样、架设组装胎架。运用三维绘图软件施工放样,包含支管、主弦杆线型转折点基准点、连接点、围绕壳体角点等座标基准点,明确预制构件横、竖向部位。 ②负责人上胎调节定位。单元体组装,整体应该按先平面图、后室内空间,先正中间后两侧,先松后面再上的次序开展;在同一连接点上按先大管后小管、先负责人后立管次序开展。负责人上胎后,运用线坠两端对齐并调节各基准点部位,明确平面图范畴内线型。运用垂准仪测量调节各基准点的设计标高。 ③立管联接定位。主弦杆定位后,焊接固定不动坚固,一样运用线坠、垂准仪等仪器设备明确各立管部位,焊接固定不动。 ④围绕壳体联接。为减少壳体拼装后的形变,先将壳体总体组装,电焊焊接一部分焊接,再将一部分板拆卸后与桁架结构开展拼装。 3、电焊焊接进行后查验桁架结构总体规格、修复缺点、打磨抛光。漆料后标上序号、绘制安装定位线,准备安装。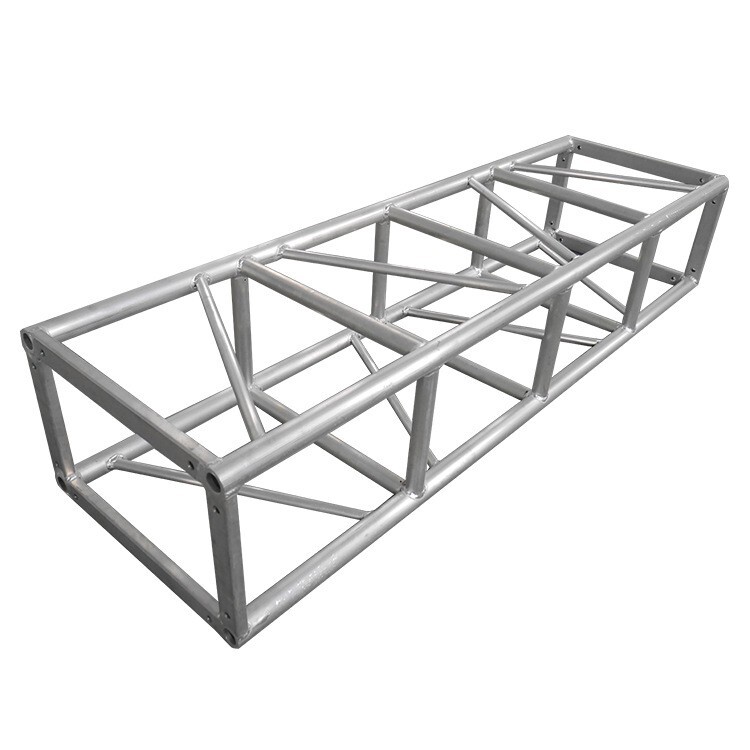
管桁架结构优点: (1)节点形式简单。结构外形简洁、流畅,结构轻巧,可适用于多种结构造形。 (2)刚度大,几何特性好。钢管的管壁一般较薄,截面回转半径较大,故抗压和抗扭性能好。 (3)施工简单,节省材料。管桁结构由于在节点处摒弃了传统的连接构件,而将各杆件直接焊接,因而具有施工简单、节省材料的优点。 (4)有利于防锈与清洁维护。钢管和大气接触表面积小,易于防护。在节点处各杆件直接焊接,没有难于清刷、油漆、积留湿气及大量灰尘的死角和凹槽,维护更为方便。管形构件在全长和端部封闭后,内部不易生锈。 (5)圆管截面的管桁架结构流体动力特性好。承受风力或水流等荷载作用时,荷载对圆管结构的作用效应比其他截面形式结构的效应要低得多。
管桁架的现场拼装 [提示] 在规划拼装场地时,应综合考虑吊车开行路线、电器设备布置、吊装顺序等因素综合选定场地位置。 [相关知识] 主桁架是指主要承受屋面及施工荷载的桁架;次桁架指在另一个方向为主桁架提供侧向支撑和保持结构不变性的桁架。 管桁架现场拼装的主要顺序为:支撑胎架模的基础施工——胎架制作——脂架尺寸、拱度,水平度、稳定性校核→单段桁架起吊就位→桁架整体拼装定位→校正→检验→对接焊缝焊接→超声波探伤检测→焊后校正→检查验收→涂装→检验合格→吊入场地。

广东本地钢结构管桁架加工热销信息


















